曲げたわみ振動法
TG-9000 には上記の縦振動動ヤング率測定装置と、静的曲げヤング率測定に極めて近似する値を出す、「曲げたわみ振動ヤング率測定装置」が組み込まれています。
本測定法は、木材学会等で発表され十分な評価を受けている測定方法で、調整係数を使用することなく取得したデータをそのまま評価対象とすることができるのです。
曲げたわみ振動法での JAS の認証取得はできませんが、曲げ試験機による曲げヤング率測定と極めて近い測定結果を出し、縦振動を補完するデータが実際に見られるシステムとなります。
| <測定方法>
| 打撃振動方式
|
| <測定可能樹種> |
樹種問わず |
| <測定可能形状> |
正角、平角、集成材の測定が可能 |
| <材寸> |
材幅:90~390、厚み:90~150、長さ:3000, 4000, 5000, 6000(※ オプション:8000)
|
| ※
| 曲げたわみ振動法と縦振動法による同時測定はできません。
|
| ※ |
たわみ振動による強度測定は、非常に厳しい制約があります。
静荷重式曲げ試験機と同様に支点位置が非常に重要になるため、本システムの曲げたわみ振動法においては材の伸びは認められません。 |
| ※
| 長さが維持できない場合は、縦振動による測定を行ってください。
|
縦振動 と 曲げたわみ振動 の違い
縦振動法は、木材の長さ方向のひずみ変形(引張、圧縮)のみの固有振動数を用いて動ヤング係数を計算しています。
これに対し曲げ試験は、ひずみ変形の他にせん断変形の影響も受けた変形量を用いて曲げヤング係数を計算しています。
その為、縦振動法によるヤング係数と曲げヤング係数には、どうしても違いが生じてしまいます。
図1
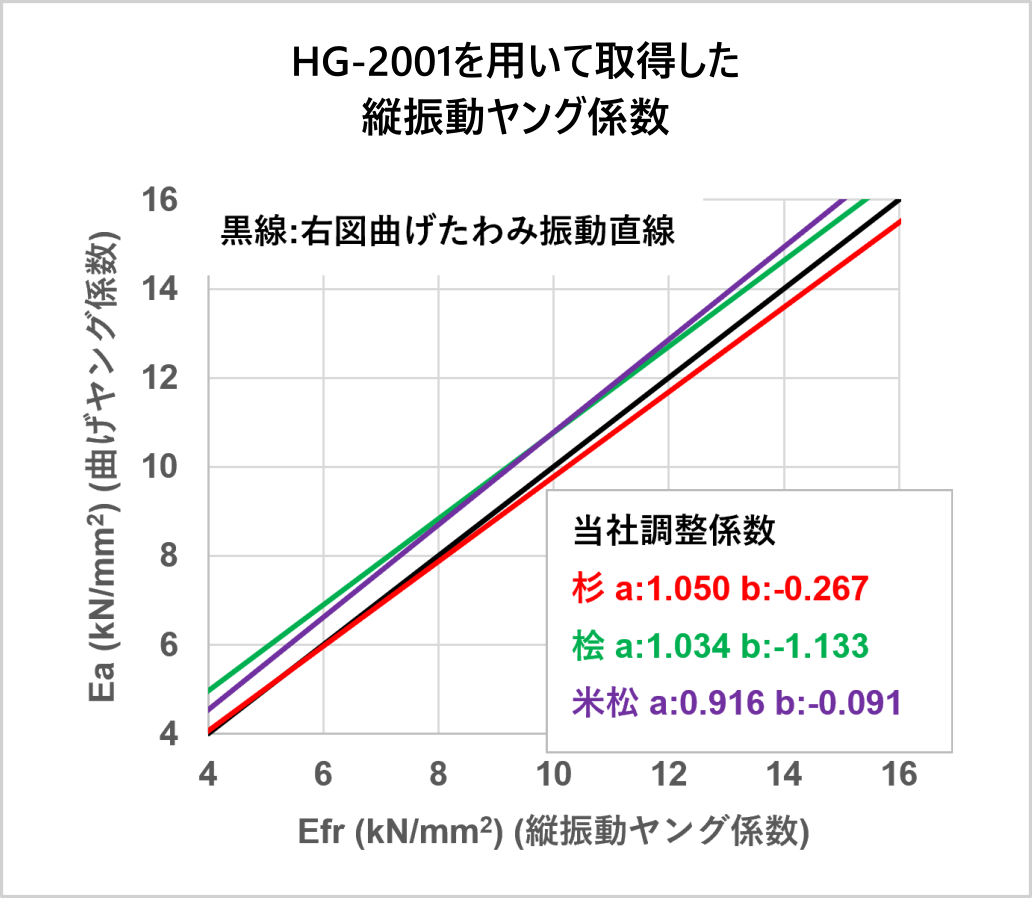
図1で示す線は、当社の HG-2001 を用いて取得した縦振動法によるヤング係数で、赤はスギ、緑線は桧、紫線は米松、黒線は図2の曲げたわみ振動直線になります。
従って、縦振動法によるヤング係数を相当する曲げヤング係数に変換する為には、傾きaと切片bの2つの調整係数を用いる必要があります。
この調整係数によって、縦振動法によるヤング係数を曲げヤング係数に変換しています。
図2
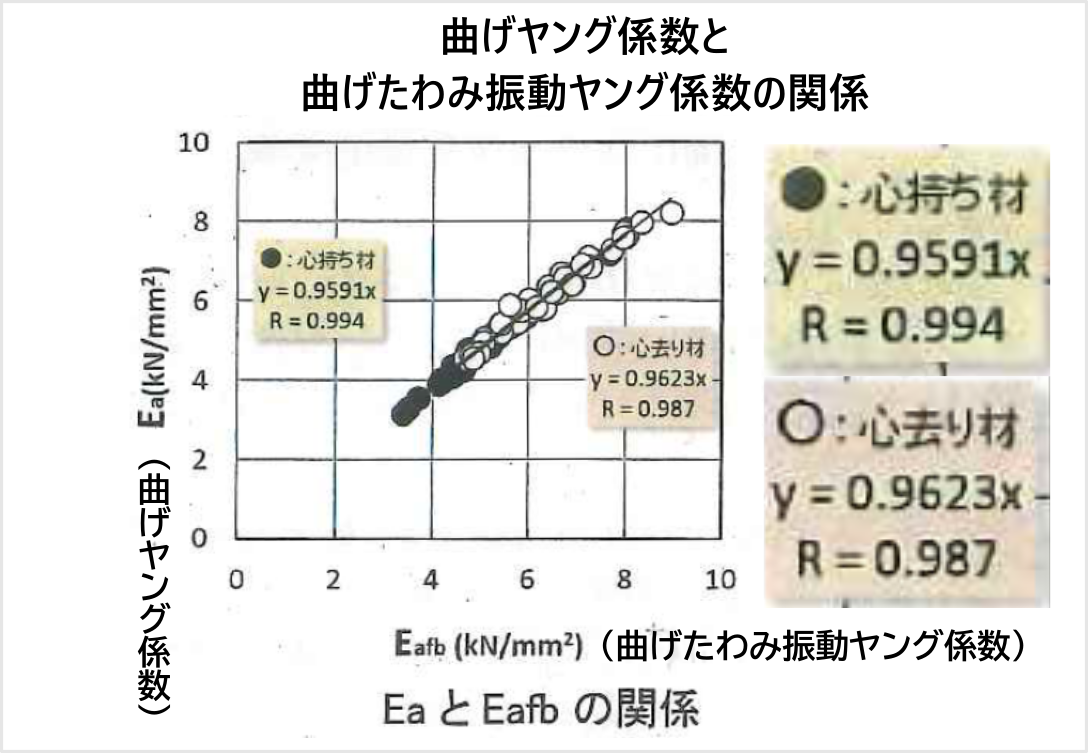
これに対して曲げたわみ振動法は曲げ試験と同様に、ひずみ変形とせん断変形両方の影響を受けた固有振動数を用いてヤング係数を計算しています。
その為、図2で示す様に曲げたわみ振動ヤング係数と曲げヤング係数の違いは小さく、相関式において傾きはほぼ1、切片は0としても問題が無い事がわかります。
即ち曲げたわみ振動法では、曲げヤング係数に変換する為の調整係数を必要としない事がわかります。
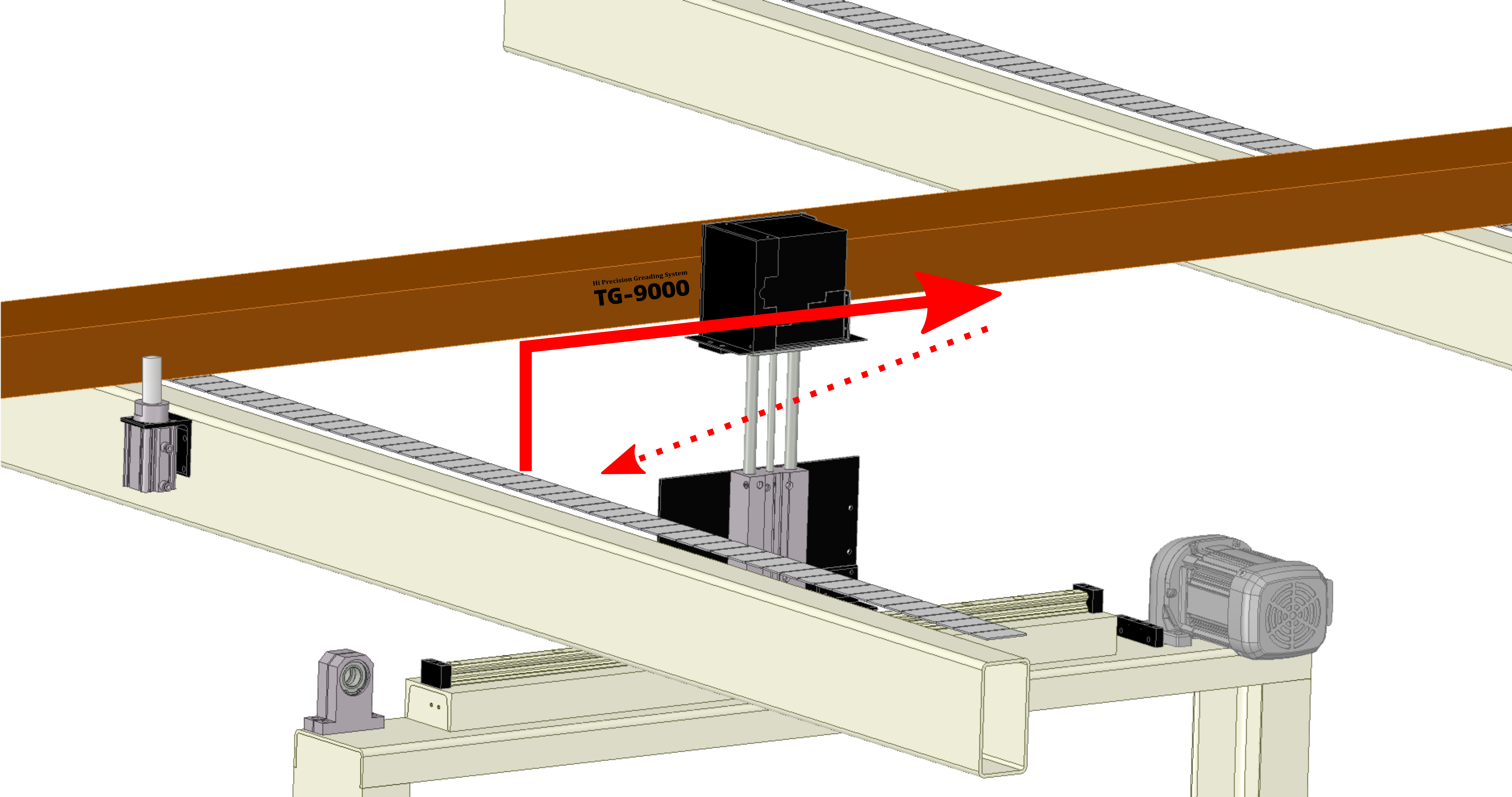
マイクロ波含水率計 MB-3100
木材にマイクロ波を照射し、透過する際に減衰したマイクロ波のエネルギーから含水率を見積もる「マイクロ波透過式」の含水率計です。
高周波方式や接触抵抗式といった材の表面のみの含水率測定とは異なり、導波管も木材に直接触れないので測定器も木材も痛まずに木材中心部の水分を測定します。
木材の幅方向の水分分布を測定し、その平均から含水率を求めます。
TG-9000 では、新たに比重補正システムを開発・導入しており、より精度の高い含水率測定が期待できます。
 登録認定機関 財団法人 日本住宅・木材技術センター
登録認定機関 財団法人 日本住宅・木材技術センター
認定番号 2-03-002
測定範囲:以下 5%~25%
新システム 比重補正とは
マイクロ波透過式や高周波式など既存の含水率計において、測定に必要な比重が「比重値」としてメーカーもしくは任意で設定されており、その比重値を基に含水率を測定しております。
樹種毎に「比重値」が設定されていますが、同じ樹種でも地域によって違いがあり、さらに同じ地域でも1本毎に違いがあるのです。
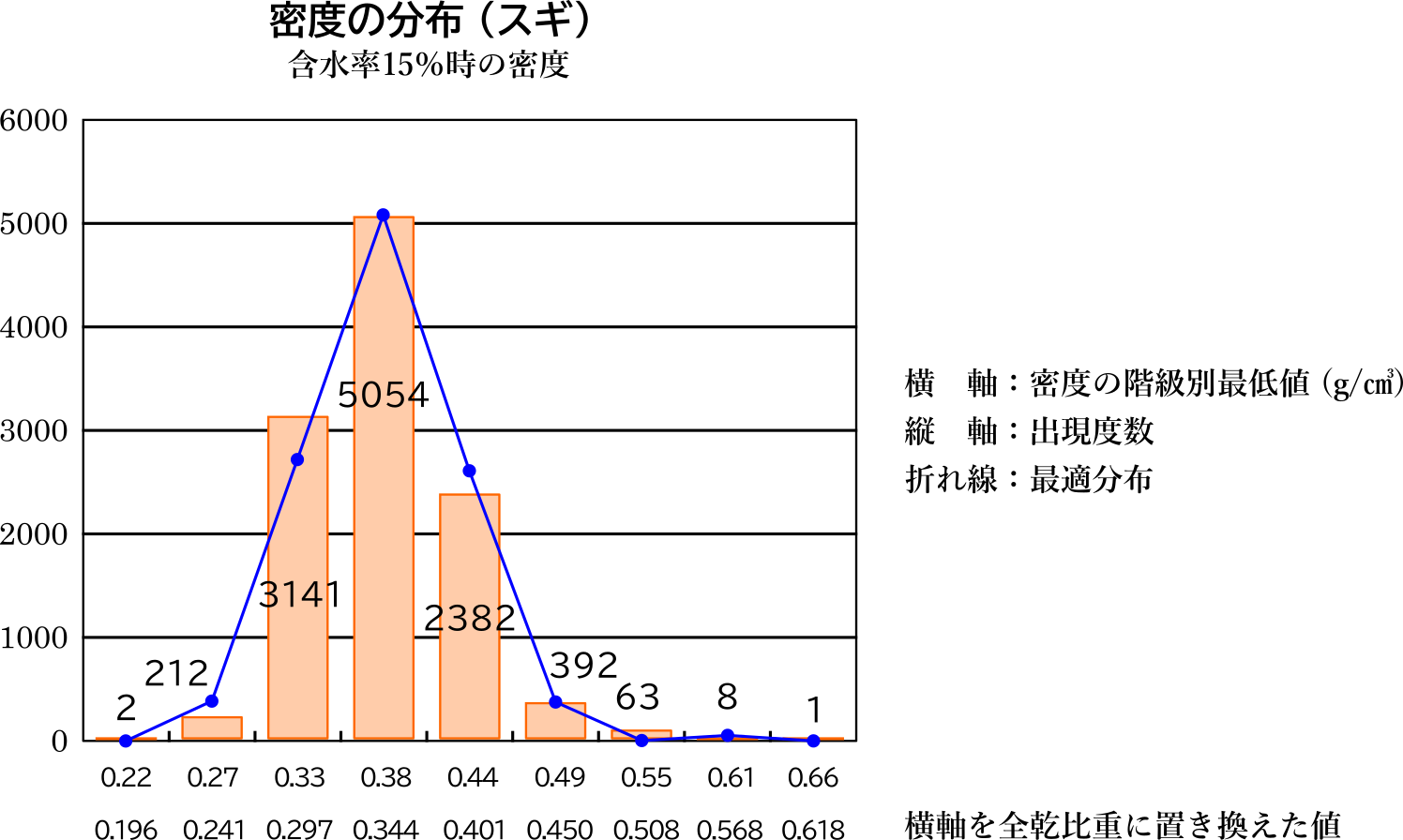
図3
図3では、密度が0.38に当てはまるスギが最も多く現れておりますが、0.38以外のスギも多くみられます。
このように、1本毎に比重値が違うにも関わらず比重を樹種で一括りにして測定すれば、比重が大きく異なるスギの場合、含水率が合わないケースが出てしまいます。
そこで当社では、測定する材を1本毎に比重を推定し MB-3100 マイクロ波含水率計による測定を行う「比重補正システム」を開発し、TG-9000 に導入しました。
絶対的な比重・含水率とはなりませんが、より材を表現した高精度の含水率データを導き出します。
補正したデータと含水率はすべてパソコンより取得することができるシステムになっております。
なおこの比重補正システムは TG-9000 の仕様となっており、他システムでは使用できません。
Atajet hp
TG-9000 には Atajet hp 3ch が標準装備。300、600dpi の高性能・高精細なカートリッジ方式のインクジェットプリンターです。
測定結果の等級や製品番号の印字はもちろん、JAS マークや屋号、ロゴマークなども綺麗に印字ができ、ブランドの PR 効果を生み出します。
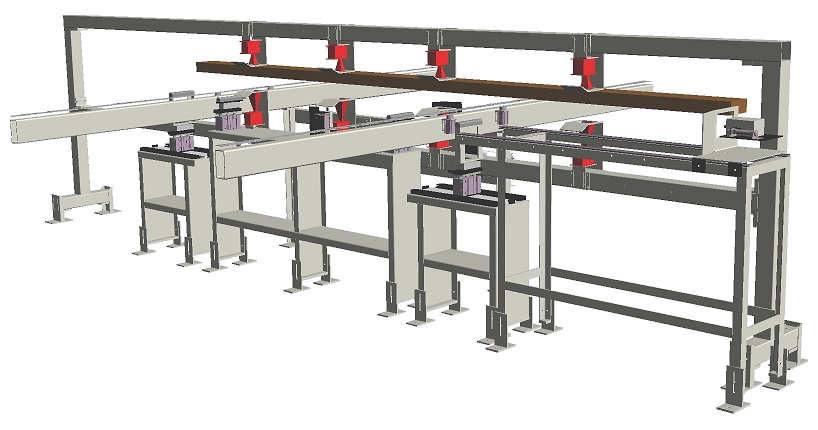
測定が終わりチェーンコンベアで運ばれてきた材をストッパーが止め、プリンターのヘッドが上昇します。
上昇したヘッドは、一定のスピードで自走し測定結果などを約2秒~5秒間で印字します。
印字が終了するとヘッドは元の位置に戻り、材もチェーンコンベアで運ばれます。
旧来のピエゾ方式プリンターは、製材所では据え付けられた大型ヘッドに粉塵が入りやすく、インク詰まりのトラブルが多く、メンテナンスが大変でした。
Atajet hp のヘッドはカートリッジ式で、印字の必要な時だけインクカートリッジをプリンターに装着し、印字終了後はヘッドから外して保管します。外部から粉塵が入りにくくトラブルは大幅に減少します。
=出典=
● 図2
曲げヤング係数と曲げたわみ振動ヤング係数の関係:
第69回日本木材学会 発表論文「スギ大径材から得られた芯持ち及び芯去り平角材の強度性能」より
● 図3
密度の分布:木材の強度等データおよび解説(木構造振興株式会社)




 03-5961-5866
03-5961-5866